Her minner kinesiske kryssfinerprodusenter deg om at når du kjøper kryssfiner, er det viktig å finne kildeprodusenten for et mer profesjonelt, trygt og økonomisk valg.
Hva er kryssfiner
Kryssfinerer et av de mest allsidige og anerkjente konstruerte trebaserte panelproduktene som brukes på tvers av ulike byggeprosjekter over hele verden. Den er laget ved å binde harpiks- og trefinerplater for å danne et komposittmateriale som selges i paneler. Kryssfiner har typisk overflatefiner av høyere kvalitet enn kjernefinérene. Kjernelagenes primære funksjon er å øke separasjonen mellom de ytre lagene der bøyespenningene er høyest, og dermed øke motstanden mot bøyekrefter. Dette gjør kryssfiner til et utmerket valg for applikasjoner som krever både styrke og fleksibilitet.

Introduksjon til produksjonsprosesser
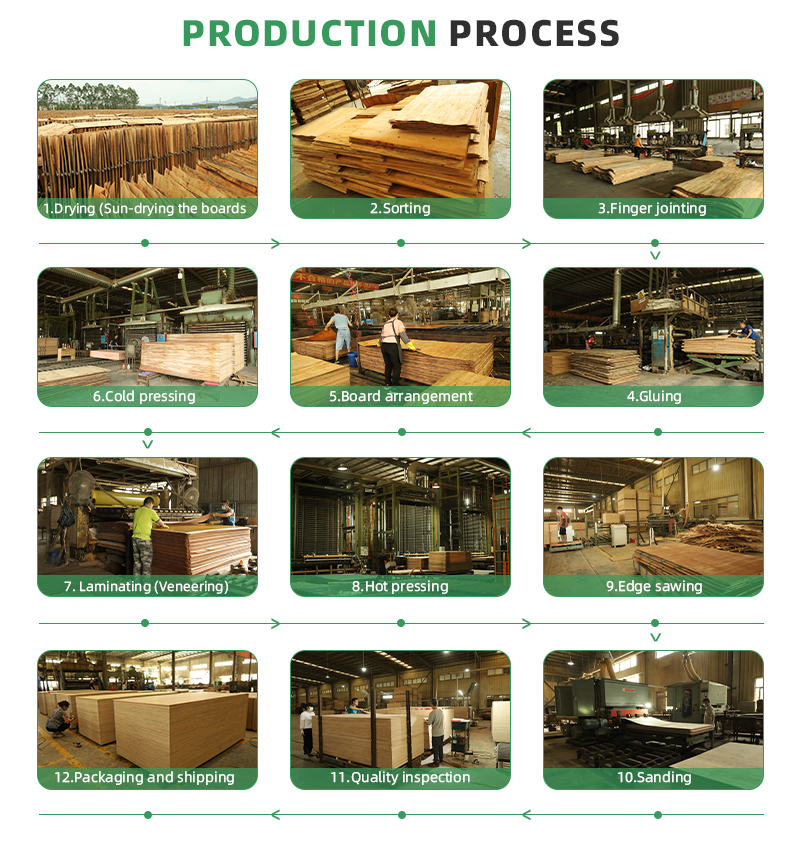
Kryssfiner, vanligvis kjent som flerlagsplate, finerplater eller kjerneplater, lages ved å kutte finer fra tømmersegmenter og deretter lime og varmpresse dem i tre eller flere (odde antall) lag med brett. Produksjonsprosessen av kryssfiner inkluderer:
skjæring, skrelling og skjæring av tømmerstokker; Automatisk tørking; Full skjøting; Liming og billettmontering; Kaldpressing og reparasjon; Varmpressing og herding; Saging, skraping og sliping; Tre ganger pressing, tre ganger reparasjoner, tre ganger saging og tre ganger sliping; Fylling; Inspeksjon av ferdige produkter; Emballasje og lagring; Transport
Kutt og peeling av tømmerstokker
Peeling er det viktigste leddet i kryssfinerproduksjonsprosessen, og kvaliteten på den skrellede fineren vil direkte påvirke kvaliteten på den ferdige kryssfiner. Stokker med en diameter på mer enn 7 cm, som eukalyptus og diverse furu, kuttes, skrelles og skjæres deretter i finer med en tykkelse på mindre enn 3 mm. De avskallede finérene har god jevnhet i tykkelsen, er ikke utsatt for limpenetrering og har vakre radielle mønstre.
Automatisert tørking
Tørkeprosessen er relatert til formen på kryssfiner. De skrellede finérene må tørkes i tide for å sikre at fuktighetsinnholdet når produksjonskravene til kryssfiner. Etter den automatiserte tørkeprosessen kontrolleres fuktighetsinnholdet i finérene under 16%, platens vridning er liten, ikke lett å deformere eller delaminere, og bearbeidingsytelsen til finérene er utmerket. Sammenlignet med den tradisjonelle naturlige tørkemetoden, påvirkes ikke den automatiske tørkeprosessen av været, tørketiden er kort, den daglige tørkekapasiteten er sterk, tørkeeffektiviteten er høyere, hastigheten er raskere og effekten er bedre.
-Drying-Sun-drying-the-boards.jpg)
Full skjøting, liming og montering
Skjøtemetoden og limet som brukes bestemmer stabiliteten og miljøvennligheten til kryssfinerplaten, som også er det mest bekymrede problemet for forbrukerne. Den nyeste skjøtemetoden i bransjen er full skjøtemetode og tannskjøtestruktur. De tørkede og avskallede finérene skjøtes inn i en hel stor plate for å sikre finérens gode elastisitet og seighet. Etter limingsprosessen blir finérene arrangert i et mønster på kryss og tvers i henhold til trefibrenes retning for å danne et emne.

Kaldpressing og reparasjon
Kaldpressing, også kjent som pre-pressing, brukes til å få finérene til å feste seg til hverandre, og forhindre defekter som finerforskyvning og stabling av kjerneplater under flytting og håndtering, samtidig som limets flytende øker for å lette dannelse av en god limfilm på overflaten av finérene, og unngår fenomenet limmangel og tørt lim. Billetten transporteres til forpressingsmaskinen og etter 50 minutter med rask kaldpressing er kjerneplaten laget.
Reparasjon av plateemner er en tilleggsprosess før varmpressing. Arbeidere reparerer overflatelaget på kjerneplaten lag for lag for å sikre at overflaten er jevn og vakker.

Varmpressing og herding
Varmpressemaskinen er et av de viktigste utstyret i kryssfinerproduksjonsprosessen. Varmpressing kan effektivt unngå problemene med bobledannelse og lokal delaminering i kryssfiner. Etter varmpressing må emnet avkjøles i ca. 15 minutter for å sikre at produktstrukturen er stabil, styrken er høy og unngå deformering. Denne prosessen er det vi kaller "herdingsperioden".

Saging, skraping og sliping
Etter herdeperioden vil emnet bli sendt til sagemaskinen for å kuttes i tilsvarende spesifikasjoner og størrelser, parallelt og pent. Deretter blir brettoverflaten skrapet, tørket og slipt for å sikre den generelle glattheten, den klare teksturen og god glans på platens overflate. Så langt er den første runden av 14 produksjonsprosesser av kryssfinerproduksjonsprosessen fullført.
Tre ganger pressing, tre ganger reparasjoner, tre ganger saging og tre ganger sliping
En kryssfiner av høy kvalitet må gjennom flere fine poleringsprosesser. Etter første sliping vil kryssfineren gjennomgå en andre lagdeling, kaldpressing, reparasjon, varmpressing, saging, skraping, tørking, sliping og punktskraping, totalt 9 prosesser i andre omgang.
Til slutt limes emnet med utsøkt og vakker teknologi treoverflate, mahognioverflate, og hver kryssfiner går også gjennom en tredje kaldpressing, reparasjon, varmpressing, skraping, sliping, saging og andre 9 prosesser. Totalt "tre pressinger, tre reparasjoner, tre saginger, tre slipinger" 32 produksjonsprosesser, en plateoverflate som er flat, strukturelt stabil, har en liten deformasjon, og er vakker og slitesterk produseres

Fylling, sortering av ferdig produkt
Den dannede kryssfineren inspiseres og fylles etter siste inspeksjon og sorteres deretter. Gjennom vitenskapelig testing av tykkelse, lengde, bredde, fuktighetsinnhold og overflatekvalitet, og andre standarder, for å sikre at hver kryssfiner som produseres er av kvalifisert og stabil kvalitet, med den beste fysiske ytelsen og bearbeidingsytelsen.

Emballasje og lagring
Etter at det ferdige produktet er valgt, pakker arbeiderne kryssfineren til lagring for å unngå sol og regn.

TONGLI TRE
Hva brukes kryssfiner til?
Kryssfiner er en vanlig type plate som brukes i ulike bransjer. De er kategorisert ivanlig kryssfinerogspesiell kryssfiner.
De viktigste bruksområdene forspesiell kryssfinerer som følger:
1.Klasse en er egnet for avanserte arkitektoniske dekorasjoner, møbler i middels til høy kvalitet og foringsrør for forskjellige elektriske apparater.
2.Grade to er egnet for møbler, generell konstruksjon, kjøretøy og skipsdekorasjoner.
3. Grade tre er egnet for lavend bygningsrenoveringer og emballasjematerialer. Spesiell karakter er egnet for high-end arkitektoniske dekorasjoner, high-end møbler og andre produkter med spesielle krav
Vanlig kryssfinerer klassifisert i Klasse I, Klasse II og Klasse III basert på de synlige materialfeilene og bearbeidingsfeilene på kryssfiner etter bearbeiding.
1.Klasse I kryssfiner: Værbestandig kryssfiner, som er slitesterk og tåler koking eller dampbehandling, egnet for utendørs bruk.
2.Klasse II kryssfiner: Vannbestandig kryssfiner, som kan bløtlegges i kaldt vann eller utsettes for kortvarig bløtlegging i varmtvann, men er ikke egnet for koking.
3.Klasse III kryssfiner: Fuktbestandig kryssfiner, i stand til å tåle kortvarig bløtlegging av kaldt vann, egnet for innendørs bruk.

Innleggstid: Jul-08-2024






